meta data for this page
Helicoidal
This program can be used for counter boring, spot facing, and finishing circular shapes. This program will travel in a circular motion and move downwards in the Z-axis at the same time.
End Diameter
This value is the finish size of the hole that you want to achieve.
Start Diameter
If the cutter will not cover the entire inner surface of the bore, you may have it start with a smaller diameter and work its way outwards to the End Diameter.
Dwell
Enter the number of seconds for the tool to dwell.
Auto Depth
With this option checked select the starting circle and the final ending circle. There is an option for the system to only go a % of the depth. Enter the percentage of the depth required. With Auto Depth unchecked the options change. Enter what circle to start from and how deep to go from that circle under Depth of Cut.
Start Circle/Offset
Is used to tell the system which circle to start from and give it offset to start higher or lower than the start circle. Enter a positive number the tool will start higher than the start circle. Enter a negative number and the tool will start below the start circle.
Ending Circle/Offset
Is used to tell the system which circle to stop at and give it offset to start higher or lower than the start circle. Enter a positive number the tool will start higher than the start circle. Enter a negative number and the tool will start below the start circle.
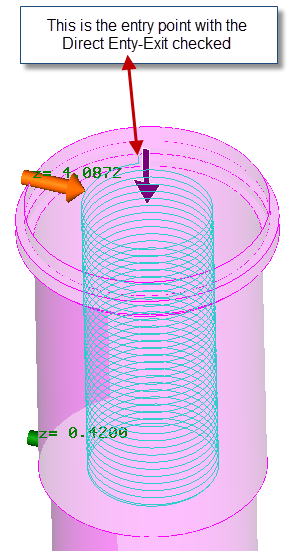
Direct Entry/Exit
This is used to change the start point of the program. With this option not checked the program will start at the center, if the option is checked the program will start at the end diameter.
There is the ability to change the Start Diameter to be able to machine holes differently. By putting in a different Start Diameter more options will appear.
The End Diameter, Start Diameter and pitch will have the same functionality.
Different Start Diameter
This value plays a very important role when it is being used. If the End and Start Diameters are the same, the tool will spiral down at the End Diameter to depth. If the Start Diameter is the same as the tool diameter the tool will plunge in the center (depending if by Depth is checked or not). If the value is larger than the tool diameter, the system will start in the center with a diameter that is the value larger than the tool diameter. For example, using a .625 diameter tool and the user sets the Start Diameter to .750 the program will start at the center of the hole with a .125 diameter, .750-.625=.125.
Step Down
The amount the program will take in one pass.
By Depth
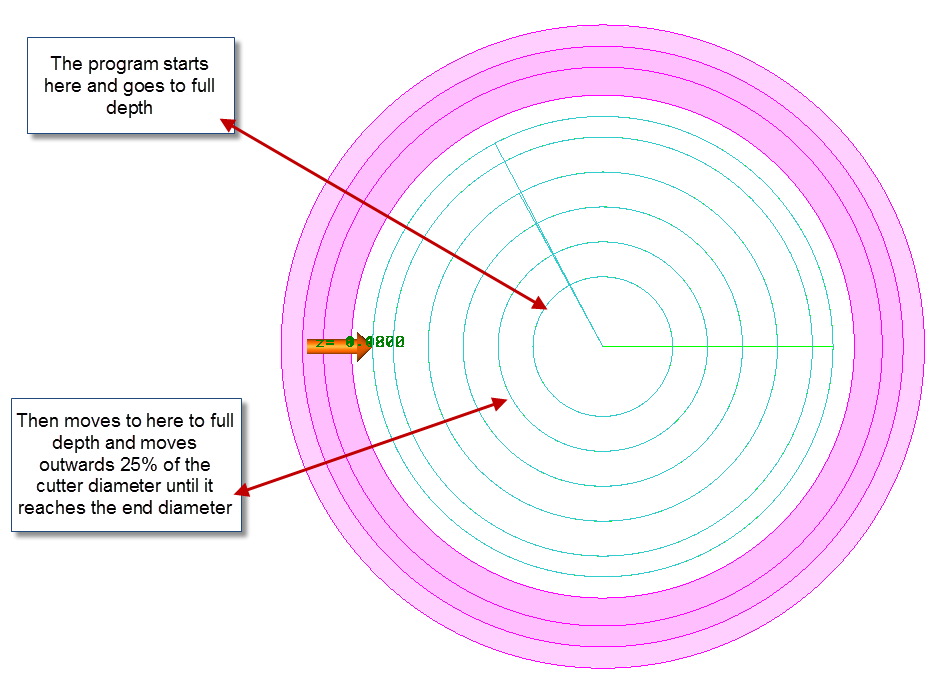
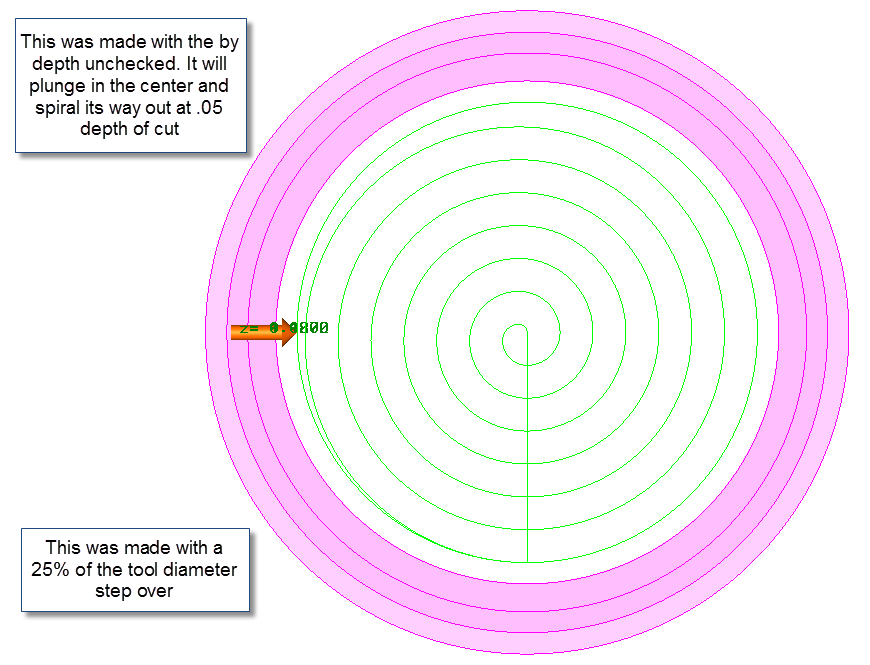
With this option not checked the program will plunge in the center of the hole and spiral towards the End Diameter.
Important note: it is recommended that you drill a hole in the center to allow the tool to plunge.
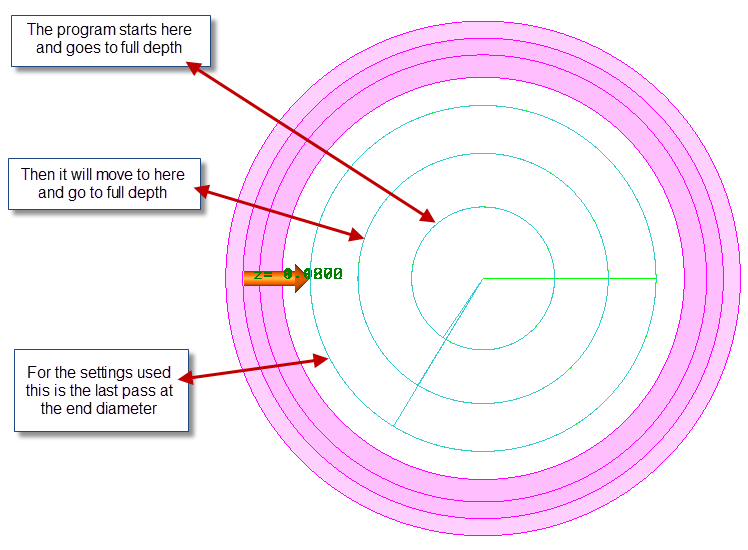
If the option is checked it will start in the center Heli, the smallest diameter to depth, and then the next to depth and work its way to the End diameter.
Step % Dia – the amount the cutter will step over while making its way to the End Diameter.
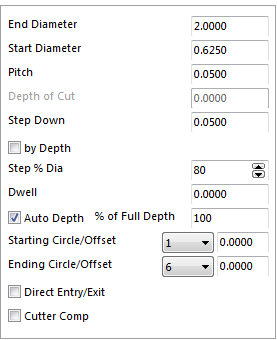
Below are examples with the values that were used to get the result in the pictures.
The tool diameter is .625 and as you can see the by Depth is checked.
Important note: We would recommend that you do not use Direct Entry/Exit with these settings

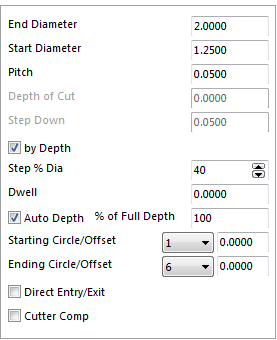
The tool diameter is .625 and as you can see the by Depth is checked.
Important note: If the Start Diameter is smaller than 2x the tool diameter we recommend the user drill a hole in the center before running the program.
We would recommend not using the Direct Entry/Exit with these settings
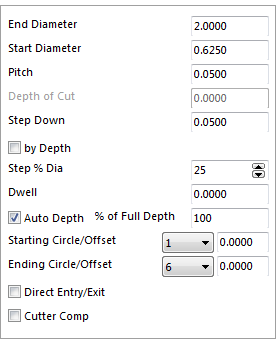
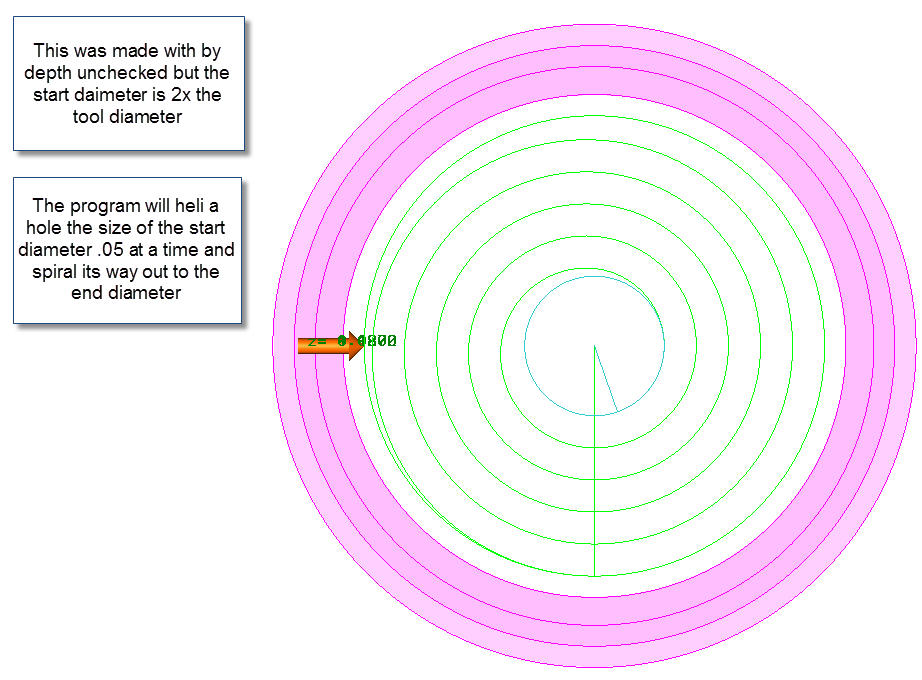
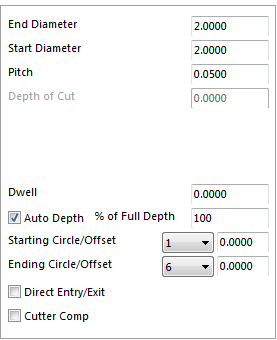
The tool diameter is .625 and as you can see the by Depth is unchecked.
Important note: If the Start Diameter is smaller than 2x the tool diameter we recommend the user drill a hole in the center before running the program.
We would recommend not using the Direct Entry/Exit with these settings
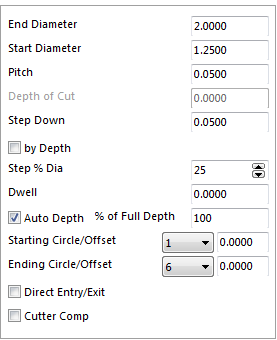
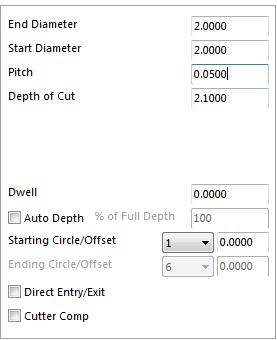
The tool diameter is .625 and as you can see the by Depth is unchecked.
Important note: If the Start Diameter is smaller than 2x the tool diameter we recommend the user drill a hole in the center before running the program.
We would recommend not using the Direct Entry/Exit with these settings