meta data for this page
Gundrill
Gives the ability to start the hole off at a slower speed and feed to allow the drill to stabilize. Also slow the feed down a given distance before crossing a hole and speed it back up a given distance past the hole. The user can tell the system to ignore these features if the hole the user is crossing was not done.
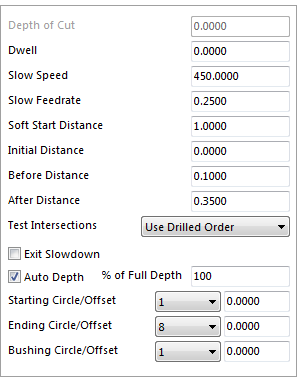
Depth of Cut
This option is only available if the Auto Depth is not checked.
Dwell
Enter the number of seconds for the tool to dwell.
Slow Speed
This is the spindle speed the drill will enter the work piece.
Slow Feed
This is the feed rate the drill will enter the work piece.
Soft Start Distance
This is the distance the drill will travel from circle 1 before it gets to 100% spindle speed and feed rate.
Initial Distances
This is a distance that the drill will travel at the beginning of the hole at the slow spindle speed and feed rate. Once it travels this distance it will then travel the Soft Start Distance and ramp up to speed and feed.
Before Distance
The distance that the drill will slow down before it gets to the hole it is intersecting.
After Distance
The distance the drill will travel after crossing another hole before getting back up to feed. This picture will what the above parameters mean.
The only fields that will show up on the screen will be the Before Distance and After Distance. The remainder of the fields will be controlled by the post processor. Your Mach2D technician will need to set that up for you.

Test Intersection
The program has three options, No Intersections, All Intersections and Use Drilled Order.
No Intersection – this will ignore any holes the drill will be intersecting and use the normal feed to cross lines.
All Intersections – this will slow down to the Slow Feed rate whenever it intersects any hole.
Use Drilled Order – this will only use the Slow Feed rate if the status of the hole that it is intersecting is drilled. If the status is not drilled it will intersect the hole at normal feed rate.
Exit Slowdown
This will exit the hole at a slower feed rate, not at the rapid rate.
Auto Depth
With this option checked select the starting circle and the final ending circle. There is an option for the system to only go a % of the depth. Enter the percentage of the depth required. With Auto Depth unchecked the options change. Enter what circle to start from and how deep to go from that circle under Depth of Cut.
Start Circle/Offset
Is used to tell the system which circle to start from and give it offset to start higher or lower than the start circle. Enter a positive number the tool will start higher than the start circle. Enter a negative number and the tool will start below the start circle.
Ending Circle/Offset
Is used to tell the system which circle to stop at and give it offset to start higher or lower than the start circle. Enter a positive number the tool will start higher than the start circle. Enter a negative number and the tool will start below the start circle.
Bushing Circle/Offset
Is used to tell the system what circle the Gundrill bushing will be sitting at. If a spotface is present and the Gundrill bushing needs to be at circle 2 to seal off, change it to circle 2 and the system will adjust the program.
Important Note: Your RTM technician will need to make sure that your post processor is setup properly to use all of these functions.